
旋回ベアリングの構造
- 単列ボールタイプは旋回ベアリング(旋回軸受・旋回輪・旋回座)の標準形であり、製作コストに優れ、取扱いが容易であることから幅広く用いられています。
- 4点接触形のアンギュラスラスト玉軸受の内部構造になっており、スラスト荷重・ラジアル荷重・モーメントなどの合成荷重を同時に負荷することができます。内輪・外輪軌道面がふたつの円弧から成り、ボールは短列で配置されています。
- 大きなボール径を使用することができますので、コンパクトで定格荷重の大きい設計構造が特徴です。
{kind=link}
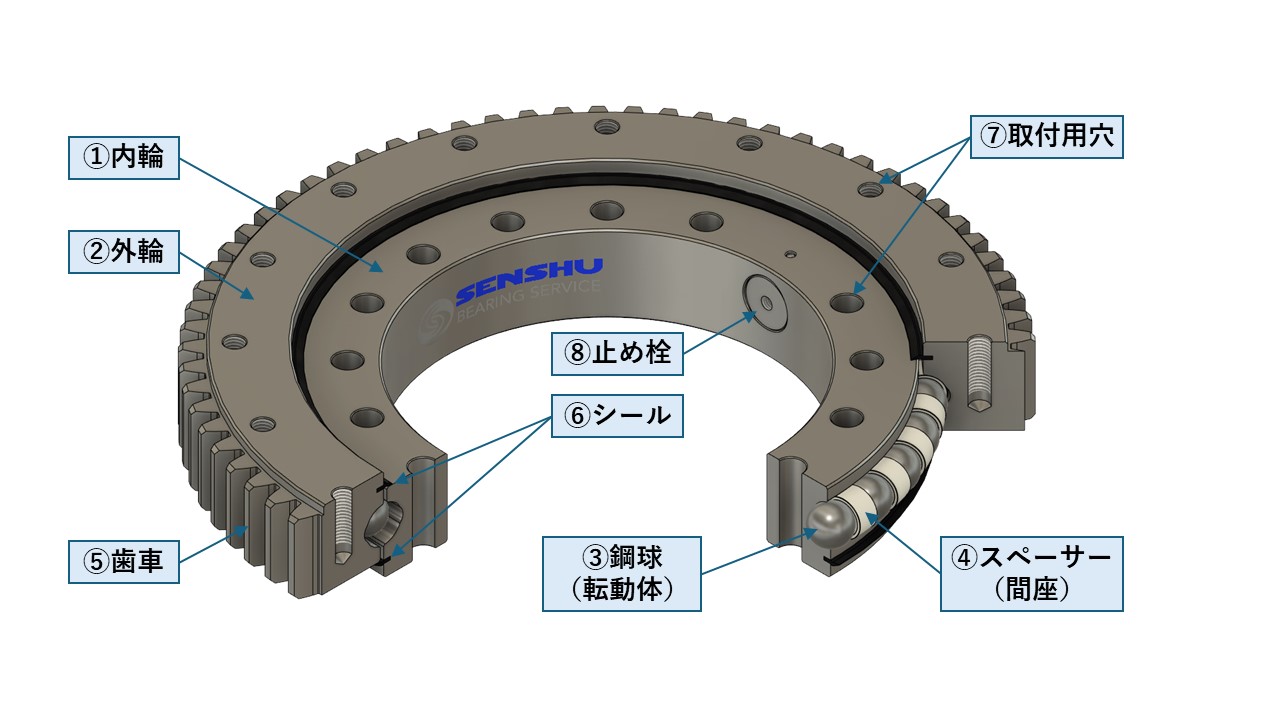
①内輪・②外輪
材質は一般的に機械構造用炭素鋼鋼材(S48C)を使用しています。大型サイズや使用条件によっては、より強靭な機械構造用合金鋼鋼材(SCM440)を使用しています。内外輪の軌道面には重荷重に耐えられるように高周波焼入れ後、精密加工を行い、十分な強度、耐磨耗性および優れた回転精度を持たせています。

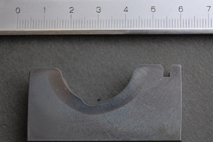
【軌道面の焼き入れ深さ見本(左:S48C、右:SCM440)】
③鋼球(転動体)
旋回ベアリングの転動体となる鋼球は設計に合わせて様々の大きさの鋼球を使用しています。使用する鋼球の大きさと個数等により旋回ベアリングの基本静定格スラスト荷重(Coa)が計算されています。
④スペーサー(間座)
鋼球(転動体)と鋼球の間には、荷重の均等化スムーズな回転を維持するためにナイロン製の間座を設けています。また、高速回転での使用や回転軸が水平軸で使用する場合などはスペーサーに保持器(リテーナー)を採用しています。


【左:間座(スペーサー)、右:保持器(リテーナー)】
⑤歯車
一般には内輪または外輪のいずれかに歯切り加工を施すことでピニオンにより駆動旋回できるため、旋回部の構造の簡素化、軽量化ができます。歯面は用途に応じて熱処理する場合としない場合があります。歯車精度はJIS7級(JIS B 1702:1976)相当を標準としています。
(※歯車精度につきましてはご相談ください。)


【左:歯面一発焼入れ(見本)、右:歯面歯底一歯焼入れ(見本)】
⑥シール
内外輪の繋ぎ部から水や異物が内部に入らないよう一般的にシールを設けています。シールは独自の設計による適切なラビリンス構造のものを使用しています。
⑦取付用穴
外輪および内輪に取付用の通し穴またはタップ穴などが加工されていますので、フランジやハウジングが不要になります。そのため、構造物の簡素化のほか、ベアリングの組み付け、取り外しが容易となり保守点検の省力化ができます。
グリスニップル/グリス
旋回ベアリングは一般にグリース潤滑であり、外輪または内輪に設けられたグリスニップルにより簡単にグリスを補給することができます。

⑧止め栓/Sマーク
旋回ベアリングは歯のない軌道輪に半径方向の鋼球入れの穴を設けており、鋼球を入れた後、止め栓でふさぎテーパーピンで固定して組み立てています。止め栓位置およびSマーク位置の軌道面は高周波焼き入れが施されていないソフトゾーンとなりますので、ご使用取り付けの際は最も荷重がかからない位置にセットする必要があります。

